
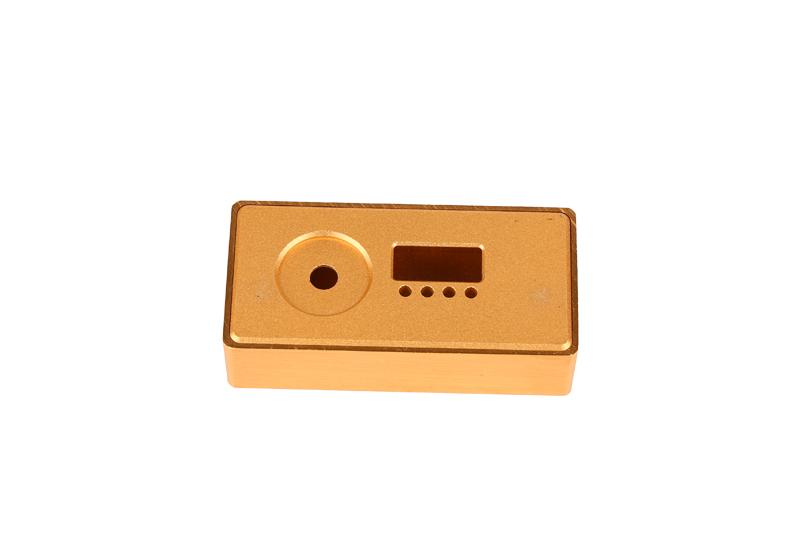

产品介绍
产品特点:
1、抗腐蚀性
铝机箱的密度只有2.7g/cm3,约为钢、铜或黄铜的密度(分别为7.83g/ cm3,8.93g/ cm3),的1/3。在大多数环境条件下,包括在空气、水(或盐水)、石油化学和很多化学体系中,铝能显示优良的抗腐蚀性。
2、电导率
铝机箱由于它的优良电导率而常被选用。在重量相等的基础上,铝的电导率近于铜的两倍。
3、热导量率
铝合金的热导量率大约是铜的50-60%,这对制造热交换器、蒸发器、加热电器、炊事用具,以及汽车的缸盖与散热器皆为有利。
4、非铁磁性
铝型材是非铁磁性的,这对电气工业和电子工业而言是一重要特性。铝型材是不能自燃的,这对涉及装卸或接触易燃易爆材料的应用来说是重要的。
5、可机加工性
铝机箱的可机加工性是优良的。在各种变形铝合金和铸造铝合金中,以及在这些合金产出后具有的各种状态中,机加工特性的变化相当大,这就需要特殊的机床或技术。
6、可成形性
特定的拉伸强度、屈服强度、可延展性和相应的加工硬化率支配着允许变形量的变化
产品介绍】
1.材料:钢, 铜,铝合金, 工程塑料
2.价格:工厂价
3.表面处理(表面处理):氮化 电镀
4.制造服务:OEM或ODM是可用的。
5.公差:可以保持+/-0.005毫米,精度高
6.规格:产品可以制造根据客户的图纸。
7.绘图软件:CAD / Solidworks的/ Mastercam / UGNX.10
8.制造工艺和程序:数控车床,铣床,工作台等工作
9.包装:内用塑料袋和PE泡沫,外与纸箱。我们可以打包根据客户的要求




最新资讯
-

铝型材壳体怎么加螺柱?
在工业铝型材壳体上加装螺柱,是后续固定面板、安装零部件或提升...
-

铝机箱实力供应商怎么选?看准这三大核心维度
在电子设备、通信、工业控制等领域,铝机箱凭借其轻量化、高强度...
-
铝外壳厂家深度分析推荐:如何挑选值得信赖的合作伙伴?
在当今高度集成的电子与工业设备市场中,铝外壳凭借其优异的散热...
-

钣金加工的表面处理有哪些方法?
钣金加工完成后,工件表面往往带有油污、毛刺或氧化皮,且多数金...
联系我们

24小时服务电话13713736163
—— 加微信直接沟通


 13713736163
13713736163